При производстве SMT до 65% дефектов печати можно отследить по трафарету - забитые отверстия, остатки пасты, заусенцы по краям или незначительный износ. В то время как автоматизированная 3D-инспекция паяльной пасты (SPI) проверяет напечатанный слой, а AOI проверяет размещение компонентов, ни один из этих методов не проверяет сам трафарет перед отправкой в производство.
Полностью автоматизированные системы контроля трафаретов обеспечивают высокую производительность, но зачастую стоят непомерно дорого и требуют специального обучения. Традиционный визуальный контроль с помощью лупы? Субъективный, утомительный и все более неадекватный для сверхмелких апертур (01005 и меньше).
А ручная машина для проверки трафаретов Предлагает практичную золотую середину: оптическое изображение высокой четкости в сочетании с простым позиционированием, управляемым оператором. делает профессиональный контроль качества трафаретов доступным для малых и средних линий SMT, лабораторий и ремонтных мастерских.
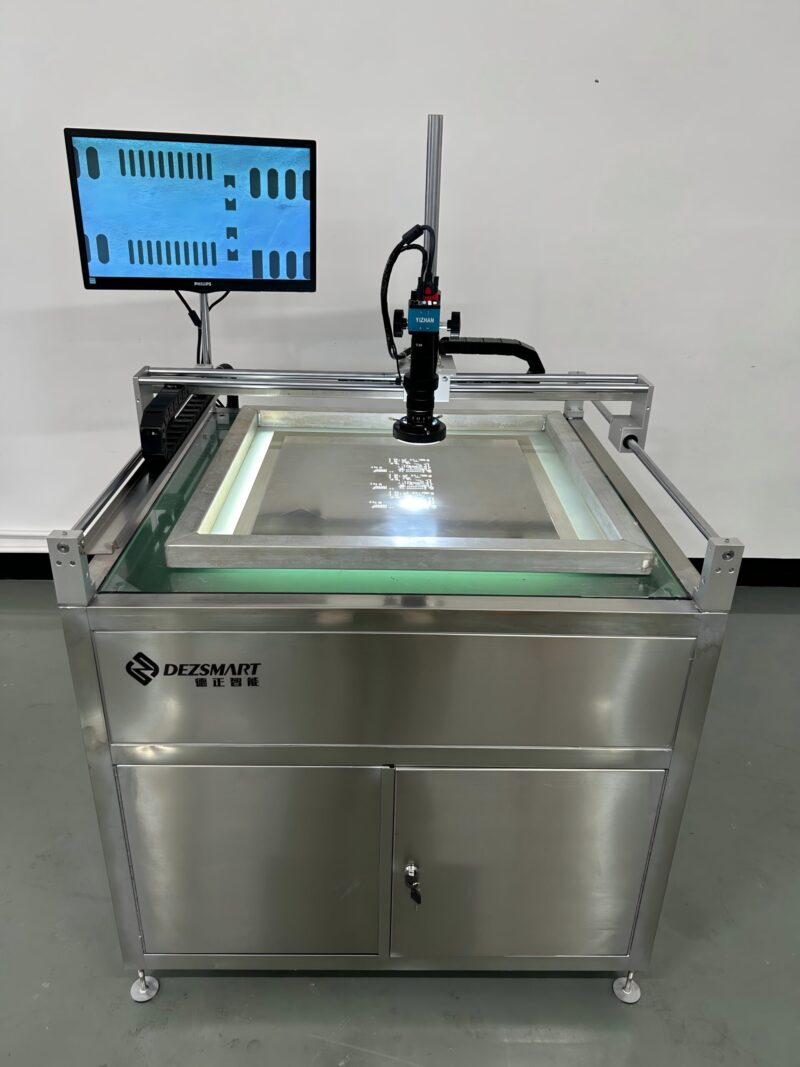
Продукт в фокусе: DEZ-JC900
Модель DEZ-JC900 от Shenzhen Dezsmart Technology является примером этой категории. Она объединяет промышленную камеру, планарную подсветку большой площади и 10-дюймовый дисплей 1080P в настольном корпусе.
Технические характеристики | Деталь |
Диапазон обнаружения | 900 × 1000 мм |
Совместимый размер трафарета | 400 - 950 мм |
Разрешение камеры | 2 - 20 МП (200~2000 Вт пикселей) |
Поле зрения (FOV) | 15 × 22 мм |
Подсветка | Регулируемый большой плоский белый свет |
Монитор | 10″ 1080P |
Позиционирование | Ручной винтовой стержень и направляющая шина |
Размеры машины | 790(Д) × 820(Ш) × 1260(В) мм |
Масса | ~60 кг |
Почему ручной контроль трафаретов все еще имеет значение
Автоматизированные системы отлично подходят для высокопроизводительных линий, но они не могут заменить гибкость, низкую стоимость и простоту ручного контроля во многих сценариях:
Предпроизводственная проверка - Быстрое сканирование трафарета перед его загрузкой в принтер. Выявляйте заблокированные отверстия или повреждения фольги до того, как они испортят партию печатных плат.
Проверка после очистки - После ультразвуковой или ручной очистки остатки пасты часто скрываются в отверстиях с мелким шагом. Благодаря планарной подсветке открытые отверстия становятся яркими, а закрытые - темными.
Входящий контроль качества для новых трафаретов - Проверьте точность размеров и целостность отверстий, прежде чем оплачивать и принимать трафарет.
НИОКР и создание прототипов - Нет необходимости отправлять образцы трафаретов в сторонние лаборатории. Немедленная визуальная обратная связь с новыми дизайнами апертур.
Увеличение срока службы трафарета - Отслеживайте степень износа после каждого цикла очистки и выводите трафареты из эксплуатации, основываясь на фактическом состоянии, а не на предположениях.
Как это сравнивается: Ручной и автоматизированный и "невооруженным глазом
Метод | Расходы | Простота использования | Обнаружение тонких дефектов апертуры | Пропускная способность |
Полностью автоматизированный контроль трафаретов | Высокий | Низкий (программирование) | Очень высокий | Высокий |
Ручной контроль трафаретов | Низкий | Простой (<30 минут тренировки) | Высокий (зависит от оператора) | Середина |
Невооруженный глаз / лупа | Минимум | Интуитивно понятный | Низкая, утомляющая | Низкий |
Ручные инспекционные машины не требуют импорта файлов CAD, настройки алгоритмов или дорогостоящих контрактов service. Любой оператор может научиться пользоваться такой машиной за считанные минуты.
Оперативные шаги - простота
1.Подключите питание и нажмите кнопку Мощность кнопка.
2.Поместите трафарет горизонтально на тестовой платформе.
3.Включите подсветка (белый плоский свет).
4.Вручную переместите ПЗС в сборе с помощью элементов управления X/Y к интересующей области.
5.Обserve увеличенное изображение на дисплей-Становятся очевидными засоры, заусенцы и загрязнения.
6.Процесс повторяется и не требует сложного программирования.
Ключевые факторы при выборе ручной машины для проверки трафаретов
Если вы оцениваете модели для своей линии SMT, обратите внимание на:
Диапазон обнаружения и совместимость с трафаретами - Должен охватывать наибольший и наименьший размеры трафарета (например, 400-950 мм).
Разрешение камеры - 2-20 МП обеспечивают хороший баланс детализации и простоты ручного позиционирования.
Равномерность подсветки - Большой плоский источник света необходим; неравномерное освещение создает тени, которые маскируют дефекты.
Механическая плавность - Движение X/Y должно быть точным, без люфта и плавным.
Размер дисплея - 10-дюймовый экран 1080P достаточен для детального осмотра, не занимая лишнего места на столе.
Позиционирование в экосистеме качества SMT
Здоровый процесс качества SMT обычно включает в себя:
Проверка трафаретов (вручную или автоматически) - перед печатью.
SPI - после печати для измерения объема, высоты и смещения пасты.
AOI - после размещения и повторной заливки.
Рентген - для скрытых соединений (BGA, QFN).
Ручной контроль трафаретов устраняет этот пробел на самом начальном этапе, обеспечивая отсутствие дефектов в самом инструменте. Это не замена SPI, а дополнительная контрольная точка, которая предотвращает попадание дефектных трафаретов в принтер.
Заключение
Для производителей SMT, стремящихся сократить количество переделок, повысить выход первого прохода и обеспечить контроль качества трафаретов собственными силами без больших капиталовложений, ручной станок для контроля трафаретов является проверенным и практичным решением. Поскольку размеры компонентов продолжают уменьшаться (01005 и ниже), оптическая помощь для контроля трафаретов переходит из разряда “неплохо бы иметь” в разряд необходимых.
DEZ-JC900 и аналогичные модели обеспечивают высококонтрастный, увеличенный обзор критических отверстий, позволяя операторам принимать уверенные решения о прохождении или провале за секунды, а не за минуты.
ФAQ:
Вопрос 1: Может ли ручная машина для проверки трафаретов обнаружить остатки паяльной пасты внутри отверстий с мелким шагом?
Да, это одно из его основных применений. Планарная подсветка большой площади освещает трафарет снизу. Чистые апертуры выглядят яркими; любые препятствия (паяльная паста, мусор или загрязнения) блокируют свет и проявляются в виде темного пятна. Для апертур с шагом 0,4 мм и мельче такой контраст делает дефекты безошибочно различимыми, что невозможно невооруженным глазом или с помощью стандартной лупы.
Q2: Чем он отличается от 3D-инспекции паяльной пасты (SPI)?
SPI проверяет отложения пасты после печати - измеряет объем, высоту, площадь и выравнивание. Ручная машина для контроля трафаретов проверяет сам трафарет перед печатью, проверяя чистоту апертуры, целостность краев и состояние фольги. Они serve разные purposes и дополняют друг друга. Многие линии SMT используют оба метода: контроль трафарета перед печатью, SPI после печати.
Q3: Какое регулярное обслуживание требуется ручной машине для проверки трафаретов?
Очень мало. Держите объектив камеры и поверхность планарной подсветки в чистоте (без пыли, флюса или брызг припоя). Периодически проверяйте направляющие X/Y и винтовые штанги на плавность хода и слегка смазывайте их, если это предусмотрено производителем. Обычно не требуется сложная калибровка или обновление программного обеспечения. Для DEZ-JC900 достаточно быстро протирать тестовую платформу после каждой смены, чтобы сохранить четкость изображения.