SMT製造において、最大65%の印刷欠陥は、開口部の詰まり、残留ペースト、エッジのバリ、または微妙な摩耗など、ステンシルに追跡可能である。自動3Dソルダーペースト検査(SPI)は印刷された堆積物をチェックし、AOIはコンポーネントの配置を検証しますが、どちらも生産に入る前にステンシル自体を検査しません。.
完全に自動化されたステンシル検査システムは、高いスループットを提供しますが、しばしば法外なコストがかかり、専門的なトレーニングを必要とします。拡大鏡を使った従来の目視検査?主観的で疲れやすく、超ファインピッチ(01005以下)ではますます不十分になってきている。.
A 手動ステンシル検査機 高解像度の光学イメージングとシンプルでオペレーターガイド付きの位置決めという実用的な中間領域を提供します。 プロフェッショナルなステンシル品質管理を中小規模のSMTライン、ラボ、修理工場で実現します。.
注目の製品DEZ-JC900
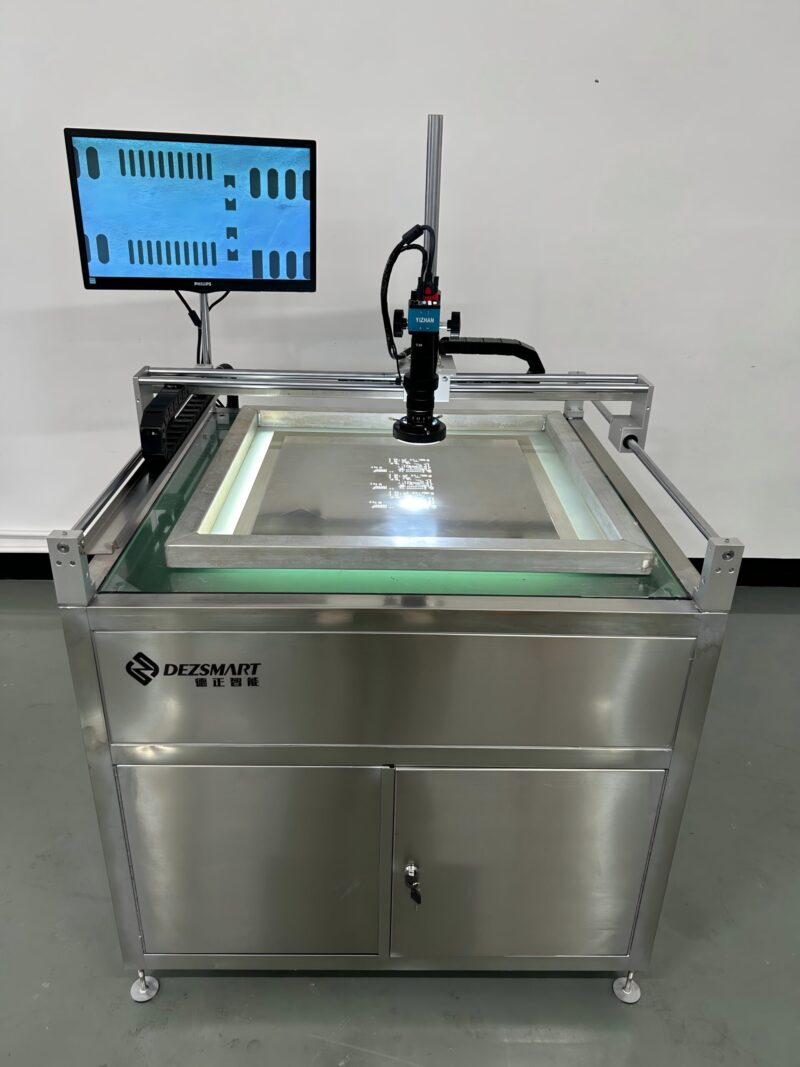
深圳Dezsmart Technology社のDEZ-JC900は、このカテゴリーを代表する製品である。産業用カメラ、大面積平面バックライト、10インチ1080Pディスプレイをベンチトップ筐体に搭載している。.
仕様 | 詳細 |
検出範囲 | 900 × 1000 mm |
対応ステンシルサイズ | 400 - 950 mm |
カメラ解像度 | 2 - 20 MP (200~2000W ピクセル) |
視野(FOV) | 15 × 22 mm |
バックライト | 調整可能な大型平面白色光 |
モニター | 10″ 1080P |
ポジショニング | 手動スクリューロッド&ガイドレール |
機械寸法 | 790(L) × 820(W) × 1260(H) mm |
重量 | ~60キロ |
手作業によるステンシル検査が依然として重要な理由
自動化システムは、大量生産ラインでは優れているが、多くのシナリオでは、柔軟性、低入力コスト、手動検査の簡便さに取って代わることはできない:
生産前の検証 - プリンターにロードする前にステンシルを素早くスキャン。PCBバッチを台無しにする前に、ブロックされた開口部や箔の損傷をキャッチします。.
洗浄後の検証 - 超音波洗浄や手動洗浄の後、微細な開口部に残留ペーストが潜むことがよくあります。平面バックライトにより、開口部は明るく、閉塞部は暗く、瞬時に視認できます。.
新しいステンシルの入荷QC - 寸法精度と開口部の完全性を、代金を支払ってステンシルを受け取る前に確認すること。.
研究開発と試作 - ステンシルサンプルを外部ラボに送る必要がない。新しいアパーチャーデザインを即座に視覚的にフィードバック。.
ステンシル寿命延長 - 各洗浄サイクルの後に摩耗の進行を追跡し、当て推量ではなく実際の状態に基づいてステンシルを廃棄します。.
どのように比較するか:手動 vs 自動 vs 裸眼
方法 | コスト | 使いやすさ | 微細開口欠陥の検出 | スループット |
全自動ステンシル検査 | 高い | 低い(プログラミング) | 非常に高い | 高い |
手動ステンシル検査 | 低い | シンプル(30分未満のトレーニング) | 高い(オペレーターによる) | ミディアム |
裸眼/拡大鏡 | 最小限 | 直感的 | 低い、疲労 | 低い |
手動検査機は、CADファイルのインポート、アルゴリズムのチューニング、高価なservice契約を必要としない。どんなオペレーターでも、数分で使い方を習得できます。.
運用ステップ - 単純明快
1.電源を接続し パワー ボタンをクリックする。.
2.ステンシルを置く 横に テストプラットフォーム上で。.
3.スイッチを入れる バックライト (白色平面光)。.
4.手動で CCDアセンブリ X/Yコントロールを使用して、関心のある領域に移動する。.
5.拡大された画像を表示する。 表示-詰まり、バリ、汚染物質が明らかになる。.
6.このプロセスは繰り返し可能で、複雑なプログラミングは必要ない。.
手動式ステンシル検査機を選ぶ際のポイント
SMTライン用のモデルを評価する場合は、次のことを考慮してください:
検出範囲とステンシル適合性 - ステンシルの最大サイズと最小サイズ(例:400~950mm)をカバーすること。.
カメラ解像度 - 2-20MPは、ディテールとマニュアルポジショニングのしやすさのバランスが良い。.
バックライトの均一性 - 大きな平面光源が不可欠で、不均一な照明は欠陥を覆い隠す影を作る。.
機械的な滑らかさ - X/Yの動きは正確で、バックラッシュがなく、滑らかでなければならない。.
表示サイズ - 10インチ1080Pのスクリーンは、ベンチの余分なスペースを占有することなく、詳細な検査に十分である。.
SMT品質エコシステムにおける位置づけ
健全なSMT品質プロセスには、一般的に以下が含まれる:
ステンシル検査 (手動または自動) - 印刷の前に。.
スパイク - 印刷後、ペースト量、高さ、オフセットを測定する。.
AOI - 配置とリフローの後。.
X線 - 隠しジョイント(BGA、QFN)用。.
手動ステンシル検査は、ツール自体に欠陥がないことを保証するという、最初の段階でギャップを埋めるものである。これはSPIの代替ではなく、欠陥のあるステンシルがプリンターに到達するのを防ぐ補完的な上流のチェックポイントです。.
結論
リワークの削減、ファーストパス歩留まりの向上、そして大規模な設備投資を伴わないステンシル品質管理の内製化を目指すSMTメーカーにとって、手動ステンシル検査機は実績のある実用的なソリューションです。部品サイズの小型化(01005以下)が進むにつれ、ステンシル検査用の光学支援は、「あると便利」から「不可欠」へと変化しています。.
DEZ-JC900と同様のモデルは、重要な開口部を高コントラストで拡大表示するため、オペレーターは数分ではなく数秒で自信を持って合否を判断することができます。.
FAQ:
Q1:手動式のステンシル検査機で、ファインピッチ開口部内の残留ソルダーペーストを検出できますか?
はい、それが主な用途のひとつです。大面積の平面バックライトは、ステンシルを下から照らします。きれいな開口部は明るく表示され、閉塞物(はんだペースト、破片、汚染物質)は光を遮り、暗いスポットとして表示されます。0.4mmピッチまたはそれ以上の微細な開口部では、このコントラストにより、肉眼や標準的な拡大鏡では不可能な欠陥が明確になります。.
Q2: 3Dソルダーペースト検査(SPI)との違いは何ですか?
SPIは印刷後にペーストを検査し、体積、高さ、面積、アライメントを測定する。手動の孔版検査機は、印刷前に孔版そのものを検査し、開口部の清浄度、エッジの完全性、箔の状態をチェックする。両者は異なる目的を持っており、相補的である。多くのSMTラインでは、印刷前のステンシル検査と印刷後のSPIの両方を使用しています。.
Q3: 手動式孔版検査機にはどのような定期メンテナンスが必要ですか?
ほとんどない。カメラレンズと平面バックライトの表面を清潔に保つ(ほこり、フラックス、はんだの飛散がないこと)。X/Yガイドレールとスクリューロッドがスムーズに動くか定期的にチェックし、メーカー指定の場合は軽く注油する。複雑なキャリブレーションやソフトウェアのアップデートは通常必要ありません。DEZ-JC900の場合、画像の鮮明さを維持するためには、各シフト後にテストプラットフォームをさっと拭くだけで十分です。.