В электронной промышленности селективная пайка, отличающаяся точностью и гибкостью, стала одним из ключевых процессов пайки печатных плат. Однако многие специалисты сталкиваются с ключевым вопросом при настройке оборудования для селективной пайки: необходим ли генератор азота? В этой статье мы рассмотрим тесную взаимосвязь между оборудованием для селективной пайки и генераторами азота, а также ключевую роль азота в процессе пайки, что послужит профессиональным руководством для производителей электроники при выборе оборудования.
1. Основная проблема технологии селективной пайки: окисление.
При селективной пайке используется локальный нагрев для пайки определенных паяных соединений на печатной плате. Это позволяет эффективно избежать повреждения термочувствительных компонентов, вызванного пакетными процессами, такими как пайка волной, что делает ее особенно подходящей для обработки сложных печатных плат, содержащих прецизионные компоненты, такие как BGAs и CSPs. Однако в реальном производстве, реакции окисления при высоких температурах остаются ключевым фактором, ограничивающим качество пайки.
Когда припой (будь то традиционный сплав олова-lead или экологически чистый припой без lead) нагревается до расплавленного состояния 200-300°C, его поверхность быстро вступает в реакцию с кислородом воздуха, образуя плотную оксидную пленку. Эта оксидная пленка создает три проблемы: Во-первых, она снижает текучесть припоя, что приводит к образованию холодных паяных соединений, когда припой не может достичь площадки; во-вторых, образующийся оксидный шлак забивает паяльное сопло, требуя простоя машины и ее очистки каждые восемь часов, что значительно снижает эффективность производства; в-третьих, примеси, образующиеся в результате окисления, снижают проводимость паяного соединения, что повышает вероятность разрушения контакта в условиях вибрации.
Согласно отраслевой статистике, на дефекты пайки, вызванные окислением, приходится 62% от общего количества дефектов при селективной пайке. В секторе автомобильной электроники окисление увеличивает затраты на доработку в среднем на 18%. Именно поэтому решение проблем, связанных с окислением, стало одной из основных целей оптимизации процесса в сценариях высоконадежного производства.
2.Генератор азота: Оружие против окисления для селективной сварки

Являясь стандартной вспомогательной системой для оборудования селективной сварки, генератор азота выполняет основную функцию - обеспечивает высокочистую азотную среду в зоне сварки. Используя технологию маятникового адсоrption или мембранного разделения, генератор азота извлекает азот с чистотой до 99,999% непосредственно из воздуха и точно подает его по трубам в зону вокруг сварочного сопла, создавая локальную бескислородную зону.
Для производителей установка генератора азота дает три прямых преимущества: Во-первых, повышение производительности сварки. Данные производителя автомобильной электроники показывают, что внедрение азотной защиты позволило снизить количество дефектных паяных соединений с 3,2% до менее 0,5%. Во-вторых, сокращение затрат на обслуживание оборудования: циклы очистки сопла были увеличены с 8 до 72 часов, что позволило сэкономить более 200 простоев в год. Наконец, улучшилось использование материалов: уменьшение количества шлака сократило потери припоя примерно на 15%. С технической точки зрения, инертные свойства азота позволяют ему эффективно исключать кислород из зоны сварки (контролируя уровень кислорода ниже 50 ppm), тем самым предотвращая реакции окисления в источнике. Такой подход "газовая изоляция вместо последующей очистки" стал стандартом для высокотехнологичных процессов селективной сварки.
3.Особая роль азота в селективной пайке
a.Предотвращение окисления припоя:
Без азотной защиты расплавленный припой может окисляться со скоростью до 0,3 мкм в секунду, что эквивалентно образованию оксидного слоя толщиной около 1 мкм на каждом паяном соединении. Однако атмосфера азота позволяет снизить содержание кислорода до уровня менее 0,005%, что уменьшает скорость реакции окисления более чем на 99%.
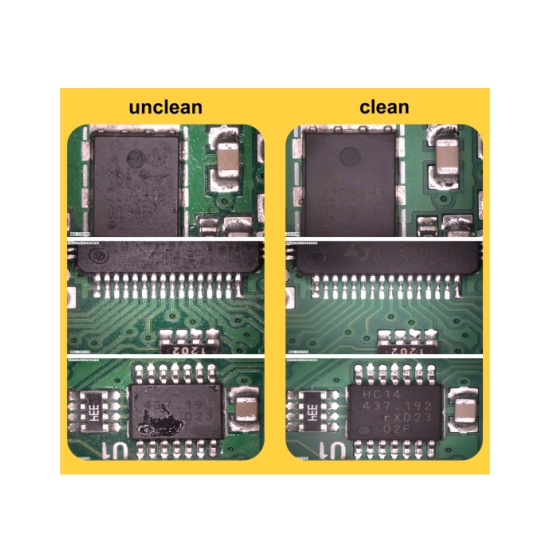
В реальных условиях производства можно наблюдать, что расплавленный припой под защитой азота сохраняет серебристо-белый блеск, в то время как припой, находящийся на воздухе, быстро становится серо-черным. Это визуальное различие объясняется существенной разницей в структуре интерметаллического соединения (IMC) внутри паяного шва. Слой IMC, сформированный в бескислородной среде, более однородный и плотный, его толщина находится в идеальном диапазоне 2-4 мкм, в то время как в слое IMC, сформированном в окислительной среде, наблюдаются трещины и пустоты.
b.Улучшение смачиваемости паяного соединения:
Недостаточная смачиваемость является основной причиной "фальшивых паяных соединений", проявляющихся в том, что припой образует "шарики" на площадке, а не распределяется равномерно. Азотная защита улучшает смачиваемость за счет двух механизмов: во-первых, она снижает сопротивление оксидной пленки растеканию припоя, уменьшая угол контакта с припоем с более 60° до менее 30°; во-вторых, она снижает поверхностное натяжение припоя. Экспериментальные данные показывают, что атмосфера азота может снизить поверхностное натяжение оловянно-серебряно-медного припоя примерно на 8%.
Это улучшение особенно важно при пайке паяных соединений с высокой плотностью припоя, например, на материнских платах мобильных телефонов. Испытания, проведенные производителем коммуникационного оборудования, показали, что после включения азота скорость образования мостиков в паяных соединениях с шагом 0,4 мм снизилась с 12% до 1,3%, что значительно повысило надежность продукции.
c.Уменьшение шаровидного припоя и перекрытия:
Шарики припоя и мостики - критические дефекты, которые могут негативно повлиять на характеристики изоляции печатных плат. Азот устраняет эти дефекты с помощью трех ключевых механизмов: во-первых, его стабильный воздушный поток подавляет разбрызгивание припоя, уменьшая количество шариков припоя более чем на 70%; во-вторых, он улучшает текучесть припоя, обеспечивая более точное формирование паяного соединения; и в-третьих, он ускоряет охлаждение припоя (теплопроводность азота в 1,2 раза выше, чем у воздуха), сокращая время растекания жидкого припоя. Эта роль особенно важна при производстве печатных плат автомобильных ЭБУ. После того как один из производителей перешел на азотную защиту, среднее количество шариков припоя на плату сократилось с 15 до менее чем 3, что полностью устранило проблему отказов функциональных тестов, вызванных шариками припоя.
d.Улучшение внешнего вида и надежности паяных соединений:
Под защитой азота паяные соединения приобретают равномерный серебристо-белый цвет, без косметических дефектов, таких как проколы и вмятины. Что еще более важно, их механические свойства значительно улучшаются: прочность на сдвиг при растяжении увеличивается примерно на 10%, а при испытаниях на температурную цикличность от -40°C до 125°C цикл разрушения паяного соединения увеличивается с 500 циклов до более чем 1 500 циклов.
В областях, где требуется длительный срок службы, таких как медицинские приборы, повышение надежности напрямую влияет на конкурентоспособность продукции. Данные, полученные от производителя мониторов, показывают, что количество отказов в полевых условиях для изделий, спаянных с использованием азота, сократилось на 65%, а количество жалоб клиентов - на 72%.
4.Ключевые моменты при выборе генератора азота для сварочного оборудования
a.Чистота азота:
Для разных областей применения требуются разные уровни чистоты азота: чистота 99,99% (четыре девятки) приемлема для бытовой электроники, а чистота 99,999% (пять девяток) необходима для автомобильной электроники, аэрокосмической промышленности и других областей. Недостаточная чистота может снизить защитный эффект - если содержание кислорода превышает 100 ppm, эффект ингибирования окисления значительно ослабевает.
При выборе генератора азота обратите внимание на стабильность его чистоты. Высококачественное оборудование должно поддерживать колебания чистоты не более 0,001% при колебаниях давления на входе ±10%. Для контроля эффективности защиты в режиме реального времени также рекомендуется использовать онлайн-монитор содержания кислорода.
b.Скорость потока азота:
При расчете расхода учитываются три параметра: объем зоны сварки, скорость сварки и расстояние между пластинами. Как правило, для одной сварочной форсунки требуется расход азота 10-20 л/мин. Несколько сопел должны быть уложены в соответствии с фактическим количеством сопел. Недостаточный расход может lead к инфильтрации воздуха, в то время как чрезмерный расход приводит к растратам (каждое увеличение расхода на 10 л/мин увеличивает годовые эксплуатационные расходы примерно на 3 000 юаней).
Интеллектуальные генераторы азота оснащены функцией автоматической регулировки потока, адаптируя подачу азота к процессу сварки в режиме реального времени, что позволяет экономить энергию 20-30% по сравнению с системами с фиксированным потоком.
c.Стабильность и надежность оборудования:
Среднее время наработки на отказ (MTBF) генератора азота должно составлять не менее 8 000 часов, а на основные компоненты (такие как адсоrption-башни и электромагнитные клапаны) должна предоставляться гарантия не менее трех лет. Для заводов, работающих в несколько смен, рекомендуется использовать систему с двумя переключаемыми башнями, чтобы избежать колебаний чистоты при регенерации в одной башне.
Не менее важна простота обслуживания. Выбирайте модель с длительным интервалом замены фильтров (не менее 3 000 часов) и интуитивно понятным интерфейсом user. Сравнение на DEZSMART Завод показал, что малообслуживаемые азотные генераторы сократили количество человеко-часов обслуживания на 50%.