Dans l'industrie de la fabrication électronique, le brasage sélectif, grâce à sa précision et sa flexibilité, est devenu un procédé clé pour le soudage des circuits imprimés. Cependant, de nombreux praticiens se posent une question essentielle lors de la configuration d'un équipement de brasage sélectif : un générateur d'azote est-il nécessaire ? Cet article explore la relation étroite entre l'équipement de brasage sélectif et les générateurs d'azote, ainsi que le rôle essentiel de l'azote dans le processus de brasage, fournissant ainsi une référence professionnelle aux fabricants de composants électroniques pour le choix de leur équipement.
1. Le principal défi de la technologie de soudage sélectif : l’oxydation.
Le brasage sélectif utilise un chauffage localisé pour souder des points de soudure spécifiques sur un circuit imprimé. Il évite ainsi efficacement les dommages aux composants thermosensibles causés par les procédés par lots comme le brasage à la vague, ce qui le rend particulièrement adapté au traitement de circuits imprimés complexes contenant des composants de précision tels que : BGA et CSP. Cependant, dans la production réelle, réactions d'oxydation à haute température restent un facteur clé limitant la qualité de la soudure.
Lorsqu'une soudure (qu'il s'agisse d'un alliage étain-lead traditionnel ou d'une soudure écologique sans lead) est portée à l'état fondu entre 200 et 300 °C, sa surface réagit rapidement avec l'oxygène de l'air, formant un film d'oxyde dense. Ce film d'oxyde présente trois inconvénients : premièrement, il réduit la fluidité de la soudure, ce qui entraîne des soudures froides, empêchant la soudure d'atteindre la pastille ; deuxièmement, les scories d'oxyde qui en résultent obstruent la buse de soudure, nécessitant des arrêts de la machine et un nettoyage toutes les huit heures, ce qui impacte fortement l'efficacité de la production ; et troisièmement, les impuretés produites par l'oxydation réduisent la conductivité de la soudure, augmentant ainsi le risque de rupture de contact en environnement vibratoire.
Les statistiques industrielles montrent que les défauts de brasage dus à l'oxydation représentent 62% du taux total de défauts en brasage sélectif. Dans le secteur de l'électronique automobile, l'oxydation augmente les coûts de reprise de 18% en moyenne. C'est pourquoi la résolution des problèmes d'oxydation est devenue un objectif essentiel de l'optimisation des procédés dans les scénarios de production à haute fiabilité.
2. Générateur d'azote : une arme anti-oxydation pour le soudage sélectif

Système auxiliaire standard pour les équipements de soudage sélectif, le générateur d'azote a pour fonction principale de fournir un environnement d'azote de haute pureté pour la zone de soudage. Grâce à la technologie d'adsorption modulée en pression (PSA) ou de séparation membranaire, le générateur d'azote extrait de l'azote d'une pureté allant jusqu'à 99,999% directement de l'air et le délivre avec précision par des tuyaux à proximité de la buse de soudage, créant ainsi une zone localisée sans oxygène.
Pour les fabricants, le déploiement d'un générateur d'azote offre trois avantages directs : premièrement, une amélioration des rendements de soudage. Les données d'un fabricant d'électronique automobile montrent que la mise en œuvre d'une protection à l'azote a réduit le taux de soudures défectueuses de 3,21 TP8T à moins de 0,51 TP8T. Deuxièmement, des coûts de maintenance des équipements réduits : les cycles de nettoyage des buses sont passés de 8 heures à 72 heures, ce qui permet d'économiser plus de 200 arrêts de production par an. Enfin, une meilleure utilisation des matériaux : la réduction des scories réduit les pertes de soudure d'environ 151 TP8T. D'un point de vue technique, les propriétés inertes de l'azote lui permettent d'exclure efficacement l'oxygène de la zone de soudure (maintenant des niveaux d'oxygène inférieurs à 50 ppm), prévenant ainsi les réactions d'oxydation à la source. Cette approche « d'isolation gazeuse au lieu d'un post-nettoyage » est devenue la norme pour les procédés de soudage sélectif haut de gamme.
3. Le rôle spécifique de l'azote dans le brasage sélectif
a.Prévention de l'oxydation de la soudure :
Sans protection à l'azote, la soudure fondue peut s'oxyder à une vitesse allant jusqu'à 0,3 μm par seconde, ce qui équivaut à former une couche d'oxyde d'environ 1 μm d'épaisseur par joint de soudure. Cependant, une atmosphère d'azote peut réduire la teneur en oxygène à moins de 0,0051 TP8T, réduisant ainsi la vitesse de réaction d'oxydation de plus de 991 TP8T.
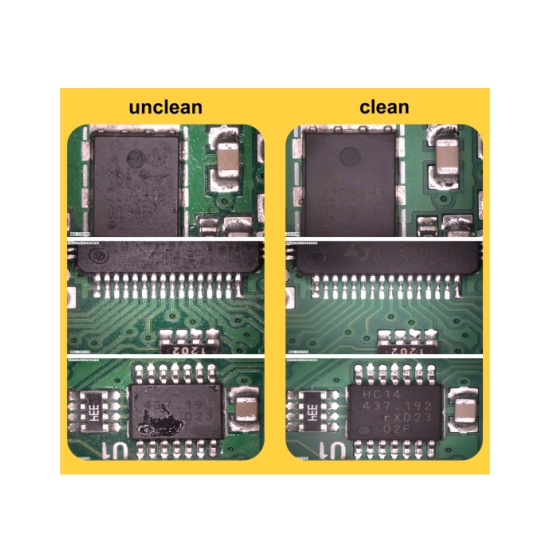
En production réelle, on constate que la soudure fondue sous protection d'azote conserve un éclat blanc argenté, tandis que la soudure exposée à l'air vire rapidement au gris-noir. Cette différence visuelle est due à une différence significative dans la structure du composé intermétallique (CIM) au sein du joint de soudure. La couche de CIM formée en milieu exempt d'oxygène est plus uniforme et dense, avec une épaisseur idéale de 2 à 4 μm, tandis que celle formée en milieu oxydant présente des fissures et des vides.
b. Amélioration de la mouillabilité des joints de soudure :
Une mouillabilité insuffisante est la principale cause des fausses soudures, qui se manifestent par la formation de billes de soudure sur la pastille au lieu de s'étaler uniformément. La protection à l'azote améliore la mouillabilité par deux mécanismes : premièrement, elle réduit la résistance du film d'oxyde à l'étalement de la soudure, réduisant ainsi l'angle de contact de plus de 60° à moins de 30° ; deuxièmement, elle réduit la tension superficielle de la soudure. Des données expérimentales montrent qu'une atmosphère d'azote peut réduire la tension superficielle de la soudure étain-argent-cuivre d'environ 81 TP8T.
Cette amélioration est particulièrement cruciale pour le soudage de joints de soudure haute densité, comme ceux des cartes mères de téléphones portables. Des tests réalisés par un fabricant d'équipements de communication ont montré que le taux de pontage des joints de soudure au pas de 0,4 mm est passé de 12% à 1,3% après l'activation de l'azote, améliorant ainsi considérablement la fiabilité du produit.
c.Réduction de l'agglomération et du pontage des soudures :
Le bourdonnement et le pontage de la soudure sont des défauts critiques qui peuvent nuire à l'isolation des circuits imprimés. L'azote contrôle ces défauts grâce à trois mécanismes clés : premièrement, son flux d'air stable supprime les projections de soudure, réduisant ainsi le nombre de billes de soudure de plus de 70% ; deuxièmement, il améliore la fluidité de la soudure, permettant une formation plus précise des joints de soudure ; et troisièmement, il accélère le refroidissement de la soudure (la conductivité thermique de l'azote est 1,2 fois supérieure à celle de l'air), réduisant ainsi le temps d'écoulement de la soudure liquide. Ce rôle est particulièrement important dans la production de circuits imprimés pour calculateurs automobiles. Après l'adoption d'une protection à l'azote par un fabricant, le nombre moyen de billes de soudure par carte est passé de 15 à moins de 3, éliminant ainsi totalement le problème des échecs de tests fonctionnels causés par les billes de soudure.
d. Amélioration de l'apparence et de la fiabilité des joints de soudure :
Sous protection à l'azote, les soudures présentent une couleur blanc argenté uniforme, exempte de défauts esthétiques tels que les piqûres et les bosses. Plus important encore, leurs propriétés mécaniques sont significativement améliorées : la résistance au cisaillement par traction est augmentée d'environ 10%, et lors d'essais de cycles de température de -40 °C à 125 °C, le cycle de rupture des soudures est prolongé de 500 à plus de 1 500 cycles.
Dans les domaines où de longs cycles de vie sont requis, comme les appareils médicaux, cette fiabilité accrue se traduit directement par une meilleure compétitivité des produits. Les données de suivi d'un fabricant de moniteurs montrent que les taux de défaillance sur le terrain des produits soudés à l'azote sont réduits de 65% et les réclamations clients de 72%.
4. Points clés pour la sélection d'un générateur d'azote pour équipement de soudage
a. Pureté de l'azote :
Différentes applications requièrent différents niveaux de pureté de l'azote : une pureté de 99,991 TP8T (quatre neufs) est acceptable pour l'électronique grand public, tandis qu'une pureté de 99,9991 TP8T (cinq neufs) est requise pour l'électronique automobile, l'aérospatiale et d'autres secteurs. Une pureté insuffisante peut compromettre l'effet protecteur : lorsque la teneur en oxygène dépasse 100 ppm, l'effet d'inhibition de l'oxydation est considérablement affaibli.
Lors du choix d'un générateur d'azote, tenez compte de sa stabilité de pureté. Un équipement de haute qualité doit pouvoir maintenir une variation de pureté ne dépassant pas 0,001% avec une variation de pression d'entrée de ±10%. Un dispositif de surveillance en ligne de la teneur en oxygène est également recommandé pour surveiller en temps réel l'efficacité de la protection.
b.Débit d'azote :
Les calculs de débit prennent en compte trois paramètres : le volume de la zone de soudage, la vitesse de soudage et l'espacement des plaques. En général, une seule buse de soudage nécessite un débit d'azote de 10 à 20 L/min. Il est conseillé d'empiler plusieurs buses en fonction du nombre réel. Un débit insuffisant peut entraîner des infiltrations d'air, tandis qu'un débit excessif entraîne des pertes (chaque augmentation de débit de 10 L/min augmente les coûts d'exploitation annuels d'environ 3 000 yuans).
Les générateurs d'azote intelligents disposent d'un réglage automatique du débit, adaptant l'alimentation en azote au processus de soudage en temps réel, économisant ainsi de l'énergie 20-30% par rapport aux systèmes à débit fixe.
c. Stabilité et fiabilité de l'équipement :
Le temps moyen entre pannes (MTBF) du générateur d'azote doit être d'au moins 8 000 heures, et les composants clés (tels que les tours d'adsorption et les électrovannes) doivent être garantis au moins trois ans. Pour les usines fonctionnant en équipes multiples, un système commutable à deux tours est recommandé afin d'éviter les fluctuations de pureté lors de la régénération d'une seule tour.
La facilité d'entretien est tout aussi importante. Choisissez un modèle avec un intervalle de remplacement de filtre long (au moins 3 000 heures) et une interface user intuitive. Une comparaison est disponible. DEZSMART L'usine a montré que les générateurs d'azote à faible entretien réduisaient les heures de maintenance de 50%.