1. Le portail de la précision SMT
Dans l'assemblage SMT (technologie de montage en surface), environ 60 à 70% des défauts de soudure sont imputables au processus d'impression de la pâte à braser. Pour parvenir à une impression sans défaut, le processus doit commencer par un système d'alimentation des cartes cohérent et automatisé. C'est à ce niveau que le système d'impression de la pâte à braser est le plus efficace. Chargeur automatique de circuits imprimés et le Imprimante de chablons de haute précision forment une alliance indéfectible.
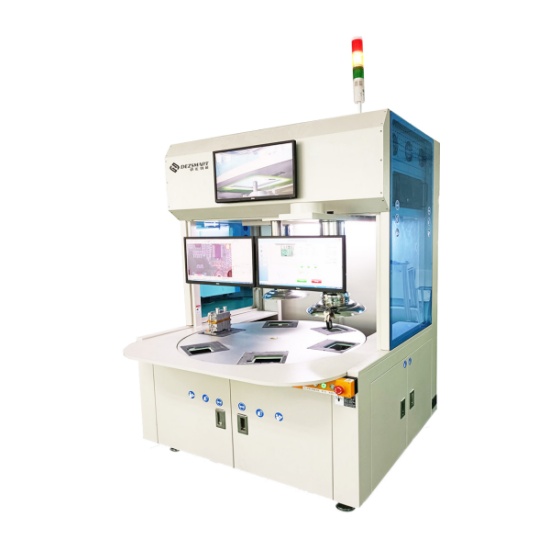
2. Le chargeur de circuits imprimés : La base de la continuité
Le chargeur est le “pouls” de la ligne de production. Grâce à un système de poussée pneumatique, il transfère les circuits imprimés du magasin à l'imprimante avec une fréquence élevée et sans hésitation.
Caractéristiques principales : Nos chargeurs utilisent serrage pneumatique en haut et en bas pour garantir que le magasin est parfaitement aligné, évitant ainsi tout blocage mécanique pendant le processus d'alimentation à grande vitesse.

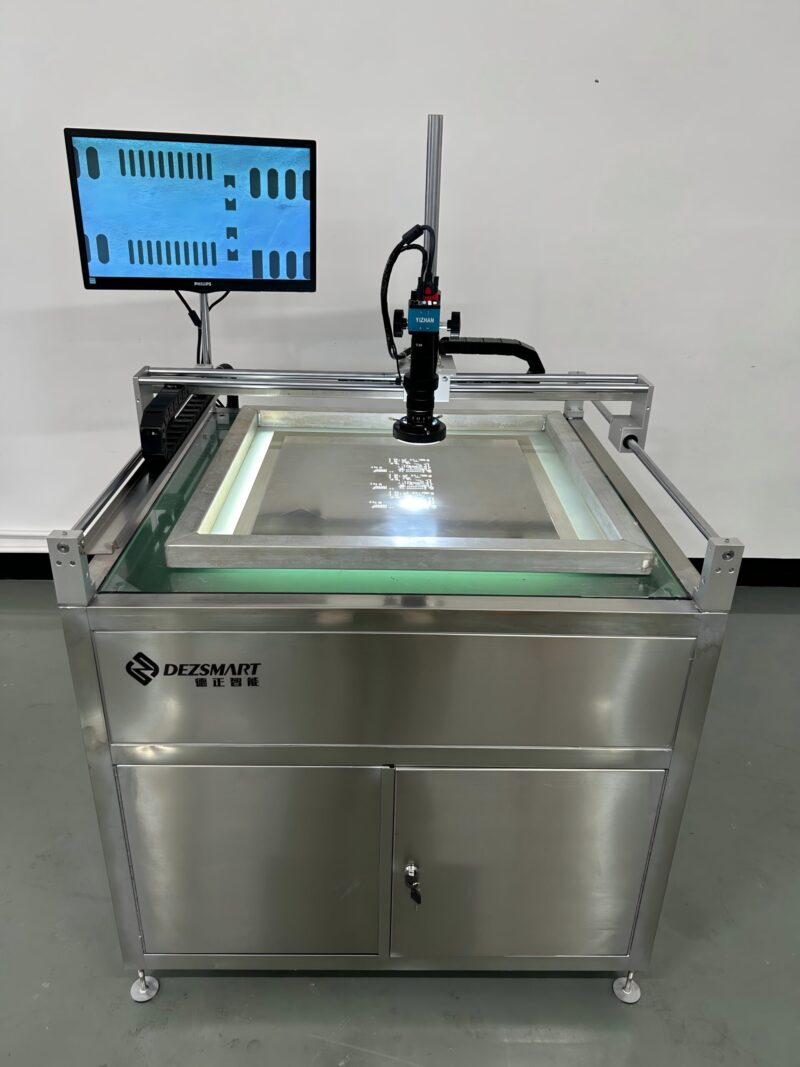
3. Imprimante de pochoirs entièrement automatique : Précision à l'échelle
Une fois le circuit imprimé introduit dans l'imprimante, le système de vision interne de la machine (CCD) prend le relais et aligne le pochoir et le circuit imprimé avec une précision de l'ordre du micron.
Nettoyage avancé : Pour maintenir le débit, nos imprimantes sont dotées d'un système de contrôle de la qualité. système de nettoyage programmable (modes sec/humide/vide) qui empêche les défauts de pontage de la pâte à braser, garantissant que chaque carte est aussi parfaite que la première.
4. L'intelligence de l'intégration de SMEMA
La véritable magie s'opère à travers Connectivité SMEMA. Le chargeur et l'imprimante se “parlent” en temps réel. Le chargeur ne distribue une planche que lorsque l'imprimante signale qu'elle est “prête”, et l'imprimante fait une pause si le chargeur n'a plus de matériau. Cette synchronisation élimine les erreurs manuelles et maximise les UPH (unités par heure).
FAQ:
Q1 : Comment le chargeur de circuits imprimés empêche-t-il les décharges électrostatiques (ESD) pendant le processus de poussée des cartes ?
A : L'électricité statique est un tueur silencieux de composants électroniques sensibles. Nos chargeurs sont conçus avec Bandes transporteuses à sécurité ESD et des pointes de poussoir antistatiques. En outre, l'ensemble du châssis est mis à la terre conformément aux normes industrielles. Pour les assemblages ultra-sensibles, un Soufflerie ionisante peut être installé à la porte de sortie pour neutraliser toute charge statique résiduelle avant que le circuit imprimé n'entre dans l'imprimante à stencil.
Q2 : Le chargeur et l'imprimante peuvent-ils gérer différentes épaisseurs de circuits imprimés sans ajustement mécanique manuel ?
A : Oui. Les lignes SMT modernes exigent une grande flexibilité. Nos imprimantes de chablons présentent les caractéristiques suivantes capteurs de pression commandés par logiciel qui s'adaptent automatiquement aux différentes épaisseurs de circuits imprimés. De même, la largeur du convoyeur du chargeur peut être réglée à l'aide du bouton de réglage de la largeur du convoyeur. Écran tactile HMI (ajustement automatique de la largeur). En enregistrant des “recettes” spécifiques dans le système, vous pouvez passer d'un profil de produit à l'autre en moins de deux minutes.
Q3 : Quelle maintenance est nécessaire pour assurer la stabilité de la synergie entre ces deux machines ?
A : La fiabilité est le fruit d'un entretien simple et régulier :
1.Étalonnage du capteur : Nettoyez périodiquement les capteurs optiques du chargeur et de l'imprimante afin de garantir que la transmission du signal n'est jamais interrompue.
2.Lubrification: Les vis lead du chargeur et les rails de guidage de la raclette de l'imprimante doivent être lubrifiés pour garantir un mouvement fluide et sans à-coups.
3.Filtr Checks : Vérifiez régulièrement le filtre à vide de l'unité de nettoyage de l'imprimante à stencil afin de vous assurer qu'il conserve une puissance d'aspiration maximale pour l'élimination des résidus de soudure.