Na indústria de fabrico de produtos electrónicos, a soldadura selectiva, com a sua precisão e flexibilidade, tornou-se um processo fundamental para a soldadura de PCB. No entanto, muitos profissionais enfrentam uma questão fundamental quando configuram o equipamento de soldadura selectiva: é necessário um gerador de azoto? Este artigo abordará a estreita relação entre o equipamento de soldadura selectiva e os geradores de azoto, bem como o papel central que o azoto desempenha no processo de soldadura, fornecendo uma referência profissional para os fabricantes de eletrónica na seleção do equipamento.
1. o principal desafio da tecnologia de soldadura selectiva: a oxidação.
A soldadura selectiva utiliza o aquecimento localizado para soldar juntas de solda específicas numa placa de circuitos. Isto evita eficazmente danos em componentes sensíveis ao calor causados por processos descontínuos como a soldadura por onda, tornando-a particularmente adequada para o processamento de placas de circuitos complexos que contenham componentes de precisão, tais como BGAs e PSC. No entanto, na produção efectiva, reacções de oxidação a altas temperaturas continuam a ser um fator-chave que limita a qualidade da soldadura.
Quando a solda (quer seja a tradicional liga de estanho-lead ou a solda sem lead amiga do ambiente) é aquecida a um estado fundido de 200-300°C, a sua superfície reage rapidamente com o oxigénio do ar, formando uma densa película de óxido. Esta película de óxido coloca três desafios: Em primeiro lugar, reduz a fluidez da solda, resultando em juntas de solda frias em que a solda não consegue atingir a almofada; em segundo lugar, a escória de óxido resultante obstrui o bocal de solda, exigindo tempo de paragem da máquina e limpeza de oito em oito horas, afectando gravemente a eficiência da produção; e, em terceiro lugar, as impurezas produzidas pela oxidação reduzem a condutividade da junta de solda, tornando mais provável a falha de contacto em ambientes de vibração.
As estatísticas da indústria mostram que os defeitos de soldadura induzidos pela oxidação representam 62% da taxa total de defeitos na soldadura selectiva. No sector da eletrónica automóvel, a oxidação aumenta os custos de retrabalho numa média de 18%. É por esta razão que a resolução dos problemas de oxidação se tornou um objetivo central da otimização do processo em cenários de produção de elevada fiabilidade.
2. gerador de nitrogénio: Uma arma anti-oxidação para a soldadura selectiva

Como sistema auxiliar padrão para equipamento de soldadura selectiva, a função principal de um gerador de azoto é fornecer um ambiente de azoto de elevada pureza para a área de soldadura. Utilizando a tecnologia de adsorpção por oscilação de pressão PSA ou de separação por membrana, o gerador de nitrogénio extrai nitrogénio com uma pureza até 99,999% diretamente do ar e fornece-o com precisão através de tubos para a área em redor do bocal de soldadura, criando uma zona localizada sem oxigénio.
Para os fabricantes, a utilização de um gerador de nitrogénio oferece três vantagens diretas: Primeiro, melhores rendimentos de soldadura. Os dados de um fabricante de produtos electrónicos para automóveis mostram que a implementação da proteção de azoto reduziu a taxa de juntas de soldadura defeituosas de 3,2% para menos de 0,5%. Em segundo lugar, redução dos custos de manutenção do equipamento: os ciclos de limpeza dos bicos foram alargados de 8 horas para 72 horas, poupando mais de 200 tempos de paragem por ano. Por fim, melhor utilização do material: a redução da escória reduz a perda de solda em aproximadamente 15%. Do ponto de vista técnico, as propriedades inertes do azoto permitem-lhe excluir eficazmente o oxigénio da zona de soldadura (controlando os níveis de oxigénio abaixo de 50 ppm), impedindo assim as reacções de oxidação na fonte. Esta abordagem de "isolamento de gás em vez de pós-limpeza" tornou-se padrão para processos de soldadura selectiva de alta qualidade.
3. o papel específico do azoto na soldadura selectiva
a. Prevenção da oxidação da solda:
Sem proteção de azoto, a solda fundida pode oxidar a uma taxa de até 0,3μm por segundo, equivalente à formação de uma camada de óxido com cerca de 1μm de espessura por junta de solda. Uma atmosfera de azoto, no entanto, pode reduzir o teor de oxigénio para menos de 0,005%, reduzindo a taxa de reação de oxidação em mais de 99%.
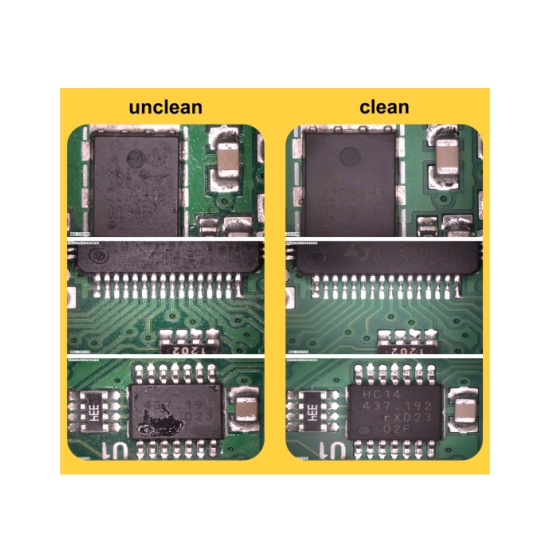
Na produção real, pode ser observado que a solda derretida sob proteção de nitrogénio mantém um brilho branco prateado, enquanto a solda exposta ao ar rapidamente se torna cinza-preta. Esta diferença visual é devida a uma diferença significativa na estrutura do composto intermetálico (IMC) dentro da junta de solda. A camada de IMC formada num ambiente sem oxigénio é mais uniforme e densa, com uma espessura dentro do intervalo ideal de 2-4μm, enquanto a camada de IMC formada num ambiente oxidante apresenta fissuras e vazios.
b. Melhorar a molhabilidade da junta de soldadura:
Uma molhabilidade inadequada é a principal causa de "juntas de solda falsas", manifestadas pela formação de "bolas" de solda na almofada em vez de se espalharem uniformemente. A proteção com azoto melhora a molhabilidade através de dois mecanismos: em primeiro lugar, reduz a resistência da película de óxido ao espalhamento da solda, reduzindo o ângulo de contacto da solda de mais de 60° para menos de 30°; em segundo lugar, reduz a tensão superficial da solda. Dados experimentais mostram que uma atmosfera de azoto pode reduzir a tensão superficial da solda estanho-prata-cobre em cerca de 8%.
Esta melhoria é particularmente importante na soldadura de juntas de solda de alta densidade, como as das placas-mãe dos telemóveis. Testes realizados por um fabricante de equipamento de comunicações mostraram que a taxa de formação de pontes em juntas de solda com passo de 0,4 mm caiu de 12% para 1,3% após a ativação do azoto, melhorando significativamente a fiabilidade do produto.
c. Redução da formação de bolas de solda e de pontes:
As bolas de solda e as pontes são defeitos críticos que podem afetar negativamente o desempenho do isolamento das placas de circuitos. O azoto controla estes defeitos através de três mecanismos-chave: em primeiro lugar, o seu fluxo de ar estável suprime os salpicos de solda, reduzindo o número de esferas de solda em mais de 70%; em segundo lugar, melhora a fluidez da solda, permitindo uma formação mais precisa da junta de solda; e, em terceiro lugar, acelera o arrefecimento da solda (a condutividade térmica do azoto é 1,2 vezes superior à do ar), encurtando o tempo de fluxo da solda líquida. Este papel é particularmente importante na produção de placas de circuitos ECU para automóveis. Depois de um fabricante ter adotado a proteção por azoto, o número médio de esferas de solda por placa baixou de 15 para menos de 3, eliminando completamente o problema das falhas nos testes funcionais causadas pelas esferas de solda.
d. Melhorar o aspeto e a fiabilidade das juntas de soldadura:
Sob proteção de nitrogénio, as juntas de solda apresentam uma cor branco-prateada uniforme, sem defeitos cosméticos como furos e amolgadelas. Mais importante ainda, as suas propriedades mecânicas são significativamente melhoradas: a resistência ao cisalhamento por tração é aumentada em aproximadamente 10%, e em testes de ciclos de temperatura de -40°C a 125°C, o ciclo de falha da junta de solda é alargado de 500 ciclos para mais de 1.500 ciclos.
Em áreas em que são necessários ciclos de vida longos, como os device médicos, esta fiabilidade melhorada traduz-se diretamente na competitividade do produto. Os dados de acompanhamento de um fabricante de monitores mostram que as taxas de falhas no terreno para produtos soldados com nitrogénio são reduzidas em 65% e as queixas dos clientes em 72%.
4. pontos-chave para a seleção de um gerador de azoto para equipamento de soldadura
a. Pureza do azoto:
Diferentes aplicações requerem diferentes níveis de pureza de azoto: a pureza de 99,99% (quatro noves) é aceitável para a eletrónica de consumo, enquanto a pureza de 99,999% (cinco noves) é necessária para a eletrónica automóvel, aeroespacial e outros campos. Uma pureza insuficiente pode comprometer o efeito protetor - quando o teor de oxigénio excede 100 ppm, o efeito de inibição da oxidação é significativamente enfraquecido.
Ao selecionar um gerador de nitrogénio, considere a sua estabilidade de pureza. O equipamento de alta qualidade deve ser capaz de manter uma flutuação de pureza não superior a 0,001% com uma flutuação da pressão de entrada de ±10%. Recomenda-se também um monitor de teor de oxigénio em linha para a monitorização em tempo real da eficácia da proteção.
b. Caudal de azoto:
Os cálculos do caudal consideram três parâmetros: volume da área de soldadura, velocidade de soldadura e espaçamento entre placas. Geralmente, um único bocal de soldadura requer um caudal de azoto de 10-20 L/min. Os bicos múltiplos devem ser empilhados de acordo com o número real de bicos. Um caudal insuficiente pode lead levar à infiltração de ar, enquanto um caudal excessivo resulta em desperdício (cada aumento de 10L/min no caudal aumenta os custos operacionais anuais em cerca de 3.000 yuan).
Os geradores de nitrogénio inteligentes possuem um ajuste automático do fluxo, adaptando o fornecimento de nitrogénio ao processo de soldadura em tempo real, poupando 20-30% energia em comparação com os sistemas de fluxo fixo.
c. Estabilidade e fiabilidade do equipamento:
O tempo médio entre falhas (MTBF) do gerador de azoto deve ser de, pelo menos, 8.000 horas e os componentes principais (como as torres de adsorpção e as válvulas solenóides) devem oferecer uma garantia de, pelo menos, três anos. Para fábricas que operam em vários turnos, recomenda-se um sistema comutável de torre dupla para evitar flutuações de pureza durante a regeneração de torre única.
A facilidade de manutenção é igualmente importante. Escolha um modelo com um longo intervalo de substituição do filtro (pelo menos 3.000 horas) e uma interface user intuitiva. Uma comparação no DEZSMART A fábrica mostrou que os geradores de azoto de baixa manutenção reduziram as horas de mão de obra de manutenção em 50%.