Nel settore della produzione elettronica, la saldatura selettiva, con la sua precisione e flessibilità, è diventata un processo chiave per la saldatura dei PCB. Tuttavia, molti professionisti si trovano ad affrontare una domanda chiave quando configurano le apparecchiature per la saldatura selettiva: è necessario un generatore di azoto? Questo articolo approfondirà la stretta relazione tra apparecchiature per la saldatura selettiva e generatori di azoto, nonché il ruolo fondamentale che l'azoto svolge nel processo di saldatura, fornendo un riferimento professionale per i produttori di elettronica nella selezione delle apparecchiature.
1. La sfida principale della tecnologia di saldatura selettiva: l'ossidazione.
La saldatura selettiva utilizza il riscaldamento localizzato per saldare giunti di saldatura specifici su un circuito stampato. Ciò evita efficacemente i danni ai componenti sensibili al calore causati da processi batch come la saldatura a onda, rendendola particolarmente adatta alla lavorazione di circuiti stampati complessi contenenti componenti di precisione come BGA E CSPTuttavia, nella produzione effettiva, reazioni di ossidazione ad alte temperature rimangono un fattore chiave che limita la qualità della saldatura.
Quando la lega di saldatura (sia essa la tradizionale lega di stagno-lead o la lega ecologica senza lead) viene riscaldata fino a uno stato fuso di 200-300 °C, la sua superficie reagisce rapidamente con l'ossigeno presente nell'aria, formando una densa pellicola di ossido. Questa pellicola di ossido pone tre sfide: in primo luogo, riduce la fluidità della saldatura, con conseguenti giunti di saldatura freddi dove la lega non riesce a raggiungere la piazzola; in secondo luogo, le scorie di ossido risultanti ostruiscono l'ugello di saldatura, richiedendo tempi di fermo macchina e pulizia ogni otto ore, con un grave impatto sull'efficienza produttiva; e in terzo luogo, le impurità prodotte dall'ossidazione riducono la conduttività del giunto di saldatura, rendendo più probabile il guasto dei contatti in ambienti con vibrazioni.
Le statistiche di settore mostrano che i difetti di saldatura indotti dall'ossidazione rappresentano 621 TP8T del tasso totale di difetti nella saldatura selettiva. Nel settore dell'elettronica automobilistica, l'ossidazione aumenta in media i costi di rilavorazione di 181 TP8T. Per questo motivo, affrontare i problemi di ossidazione è diventato un obiettivo fondamentale dell'ottimizzazione dei processi in scenari di produzione ad alta affidabilità.
2. Generatore di azoto: un'arma antiossidante per la saldatura selettiva

Come sistema ausiliario standard per le apparecchiature di saldatura selettiva, la funzione principale di un generatore di azoto è quella di fornire un ambiente ad alta purezza per l'area di saldatura. Utilizzando la tecnologia di separazione a membrana o adsorbimento a pressione oscillante PSA, il generatore di azoto estrae azoto con una purezza fino al 99,999% direttamente dall'aria e lo eroga con precisione tramite tubazioni nell'area circostante l'ugello di saldatura, creando una zona localizzata priva di ossigeno.
Per i produttori, l'implementazione di un generatore di azoto offre tre vantaggi diretti: in primo luogo, una migliore resa di saldatura. I dati di un produttore di componenti elettronici per autoveicoli mostrano che l'implementazione della protezione con azoto ha ridotto il tasso di giunti di saldatura difettosi da 3,21 TP8T a meno di 0,51 TP8T. In secondo luogo, una riduzione dei costi di manutenzione delle apparecchiature: i cicli di pulizia degli ugelli sono stati estesi da 8 a 72 ore, con un risparmio di oltre 200 fermi macchina all'anno. Infine, un migliore utilizzo del materiale: la riduzione delle scorie riduce la perdita di saldatura di circa 151 TP8T. Da un punto di vista tecnico, le proprietà inerti dell'azoto gli consentono di escludere efficacemente l'ossigeno dall'area di saldatura (controllando i livelli di ossigeno al di sotto di 50 ppm), prevenendo così le reazioni di ossidazione alla fonte. Questo approccio di "isolamento del gas anziché post-pulizia" è diventato lo standard per i processi di saldatura selettiva di fascia alta.
3. Il ruolo specifico dell'azoto nella saldatura selettiva
a.Prevenzione dell'ossidazione della saldatura:
Senza protezione di azoto, la lega per saldatura fusa può ossidarsi a una velocità fino a 0,3 μm al secondo, equivalente alla formazione di uno strato di ossido di circa 1 μm di spessore per giunto di saldatura. Un'atmosfera di azoto, tuttavia, può ridurre il contenuto di ossigeno a meno di 0,0051 TP8T, riducendo la velocità della reazione di ossidazione di oltre 991 TP8T.
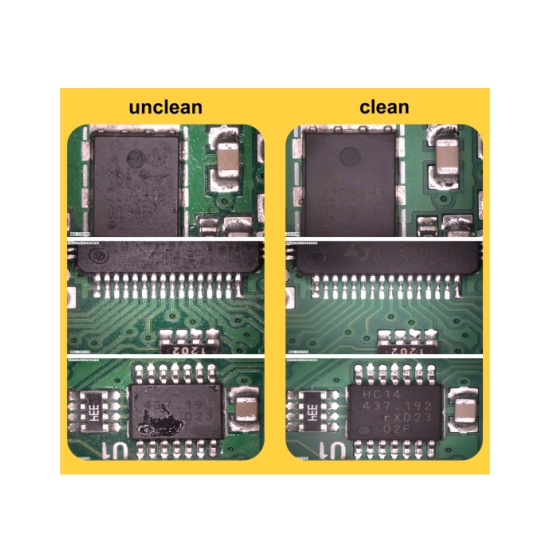
Nella produzione effettiva, si può osservare che la lega per saldatura fusa sotto protezione di azoto mantiene una lucentezza bianco-argentea, mentre la lega per saldatura esposta all'aria assume rapidamente un colore grigio-nero. Questa differenza visiva è dovuta a una significativa differenza nella struttura del composto intermetallico (IMC) all'interno del giunto di saldatura. Lo strato IMC formato in un ambiente privo di ossigeno è più uniforme e denso, con uno spessore compreso nell'intervallo ideale di 2-4 μm, mentre lo strato IMC formato in un ambiente ossidante presenta crepe e vuoti.
b.Miglioramento della bagnabilità dei giunti di saldatura:
Una bagnabilità inadeguata è la causa principale dei "giunti di saldatura falsi", che si manifestano con la formazione di "palle" di saldatura sul pad anziché distribuirsi uniformemente. La protezione con azoto migliora la bagnabilità attraverso due meccanismi: in primo luogo, riduce la resistenza del film di ossido alla diffusione della saldatura, riducendo l'angolo di contatto della saldatura da oltre 60° a meno di 30°; in secondo luogo, riduce la tensione superficiale della saldatura. Dati sperimentali mostrano che un'atmosfera di azoto può ridurre la tensione superficiale della saldatura stagno-argento-rame di circa 8%.
Questo miglioramento è particolarmente importante nella saldatura di giunti ad alta densità, come quelli delle schede madri dei telefoni cellulari. Test condotti da un produttore di apparecchiature di comunicazione hanno dimostrato che la velocità di bridging per giunti di saldatura con passo di 0,4 mm è scesa da 12% a 1,3% dopo l'attivazione dell'azoto, migliorando significativamente l'affidabilità del prodotto.
c.Riduzione della formazione di palline e ponti di saldatura:
La formazione di palline e ponti di saldatura sono difetti critici che possono influire negativamente sulle prestazioni di isolamento dei circuiti stampati. L'azoto controlla questi difetti attraverso tre meccanismi chiave: in primo luogo, il suo flusso d'aria stabile sopprime gli schizzi di saldatura, riducendo il numero di sfere di saldatura di oltre 70%; in secondo luogo, migliora la fluidità della saldatura, consentendo una formazione più precisa dei giunti di saldatura; e in terzo luogo, accelera il raffreddamento della saldatura (la conduttività termica dell'azoto è 1,2 volte quella dell'aria), riducendo il tempo di flusso della saldatura liquida. Questo ruolo è particolarmente importante nella produzione di schede elettroniche per centraline elettroniche per autoveicoli. Dopo che un produttore ha adottato la protezione con azoto, il numero medio di sfere di saldatura per scheda è sceso da 15 a meno di 3, eliminando completamente il problema dei fallimenti nei test funzionali causati dalle sfere di saldatura.
d. Miglioramento dell'aspetto e dell'affidabilità delle giunzioni di saldatura:
Sotto protezione di azoto, i giunti di saldatura presentano un colore bianco-argenteo uniforme, privo di difetti estetici come fori e ammaccature. Ancora più importante, le loro proprietà meccaniche risultano significativamente migliorate: la resistenza al taglio e alla trazione aumenta di circa 10% e, nei test di cicli termici da -40°C a 125°C, il ciclo di rottura del giunto di saldatura si estende da 500 cicli a oltre 1.500 cicli.
Nei settori in cui sono richiesti lunghi cicli di vita, come i dispositivi medicali, questa maggiore affidabilità si traduce direttamente in competitività del prodotto. I dati di monitoraggio di un produttore di monitor mostrano che i tassi di guasto sul campo per i prodotti saldati con azoto si riducono di 65% e i reclami dei clienti di 72%.
4. Punti chiave per la selezione di un generatore di azoto per apparecchiature di saldatura
a. Purezza dell'azoto:
Applicazioni diverse richiedono livelli di purezza dell'azoto diversi: una purezza pari a 99,99% (quattro nove) è accettabile per l'elettronica di consumo, mentre una purezza pari a 99,999% (cinque nove) è richiesta per l'elettronica automobilistica, l'industria aerospaziale e altri settori. Una purezza insufficiente può compromettere l'effetto protettivo: quando il contenuto di ossigeno supera i 100 ppm, l'effetto di inibizione dell'ossidazione risulta significativamente indebolito.
Nella scelta di un generatore di azoto, è importante considerare la stabilità della sua purezza. Un'apparecchiatura di alta qualità dovrebbe essere in grado di mantenere una fluttuazione della purezza non superiore a 0,0011 TP8T con una fluttuazione della pressione di ingresso di ±101 TP8T. Si consiglia inoltre di installare un monitor online del contenuto di ossigeno per il monitoraggio in tempo reale dell'efficacia protettiva.
b. Portata di azoto:
Il calcolo della portata considera tre parametri: volume dell'area di saldatura, velocità di saldatura e spaziatura tra le piastre. Generalmente, un singolo ugello di saldatura richiede una portata di azoto di 10-20 L/min. Più ugelli devono essere impilati in base al numero effettivo di ugelli. Una portata insufficiente può causare infiltrazioni d'aria, mentre una portata eccessiva comporta sprechi (ogni aumento di 10 L/min della portata aumenta i costi operativi annuali di circa 3.000 yuan).
I generatori di azoto intelligenti sono dotati di regolazione automatica del flusso, adattando l'erogazione di azoto al processo di saldatura in tempo reale, con un risparmio di energia del 20-30% rispetto ai sistemi a flusso fisso.
c.Stabilità e affidabilità dell'attrezzatura:
Il tempo medio tra guasti (MTBF) del generatore di azoto dovrebbe essere di almeno 8.000 ore e i componenti principali (come le torri di adsorbimento e le elettrovalvole) dovrebbero offrire una garanzia di almeno tre anni. Per gli stabilimenti che operano su più turni, si consiglia un sistema commutabile a doppia torre per evitare fluttuazioni di purezza durante la rigenerazione a torre singola.
La facilità di manutenzione è altrettanto importante. Scegli un modello con un lungo intervallo di sostituzione del filtro (almeno 3.000 ore) e un'interfaccia intuitiva user. Un confronto a DEZSMART la fabbrica ha dimostrato che i generatori di azoto a bassa manutenzione hanno ridotto le ore di manutenzione di 50%.